

-
More than 20 yearsexperience of silicone rubber raw material
-
contact us
-
email us
Based on the characteristics of low viscosity before vulcanization, good flow performance and fast vulcanization speed of liquid silicone rubber, the application of injection molding liquid silicone rubber has developed rapidly, and the injection molding technology has attracted more and more attention. Today, we introduce the injection molding technology of liquid silicone rubber through the research and application practice of injection molding, and simply analyze the influence of technological parameters on the products during the injection molding process of liquid silicone rubber.
Liquid Silicone Rubber is a non-toxic, heat-resistant, and highly resilient flexible thermosetting material. Its rheological properties mainly include low viscosity, rapid curing, shear dilution and high thermal expansion coefficient.
LSR is a double liquid rapid vulcanization material with platinum as catalyst, which can be produced by injection molding, large quantity, rapid vulcanization and repetitive machinery. Its product performance is better thermal stability, cold resistance, excellent electrical insulation performance, combustion will not produce toxic substances.
Therefore, it has become an irreplaceable material in the production and design of health products, cars, baby products, medical products, diving products, kitchen appliances and seals.
Will:
Injection molding liquid silicone rubber (LSR) is one of the add molding liquid silicone rubber, it USES its own low viscosity (before vulcanization of liquidity, not finalize the design), easy to use measuring feeding the characteristics of the mixing equipment, using special injection molding equipment and part precise automatic feeder, mixing, injection molding, then fast curing and molding products. Injection molding process has gradually replaced the traditional molding process, with many advantages: liquid injection molding process vulcanization molding, accurate measurement, less material waste; Low curing temperature, short molding product cycle, reduce the production cost; High precision products, can process complex shape products; There is no by-product in the vulcanization process and no secondary vulcanization is required. The product has excellent aging resistance, weathering resistance, non-toxicity, high transparency, high mechanical strength, good elasticity and other characteristics. Therefore, liquid injection molding silicone rubber in daily rubber products such as baby products, daily products, electrical insulation materials processing, cabinet accessories manufacturing and other fields has become the preferred material, is one of the fastest development of silicone rubber products.
Liquid silicone rubber injection molding technology (LIM) is in the late seventy s the development of a new type of high efficient method of silicone rubber molding is made by the excellent performance of liquid silicone rubber and able to complete the injection molding equipment precision and stable combined to form a new type of silicone rubber molding processing technology, just put the two components (can also contain color matching and other auxiliary components) loading equipment, from feeding, metering, mixing of the forming automatic completion. This processing technology can simplify the process, shorten the processing time, save materials and improve efficiency. And the production process basically does not produce waste edge, is conducive to environmental protection.
With the wide application of liquid silicone rubber and the improvement of product requirements, more and more people have realized and adopted this technology to produce silicone rubber products, ushering in a new era of high efficiency, high quality and low cost production in silicone rubber processing industry. With the expansion of the application range of injection molding technology, it is expected to have greater competitiveness in replacing traditional elastomer products.
Brief Introduction of injection Molding process:
The injection molding process of liquid silicone rubber is as follows: A and B of liquid silicone rubber raw materials are accurately measured and transported to the mixing unit through the metering device; The two components are fully mixed in the mixer and then transferred to the injection molding machine. Injection or injection through the molding machine into the preheated multi-mold and evenly distributed to each mold cavity; Silicone rubber material is heated and quickly vulcanized in the hot mold cavity; Automatic die opening and die out after vulcanization molding; Then close the mold and enter the next molding cycle. The entire molding cycle is from tens of seconds to a few minutes, depending on the size of the product. The whole process is shown in Figure 1 below
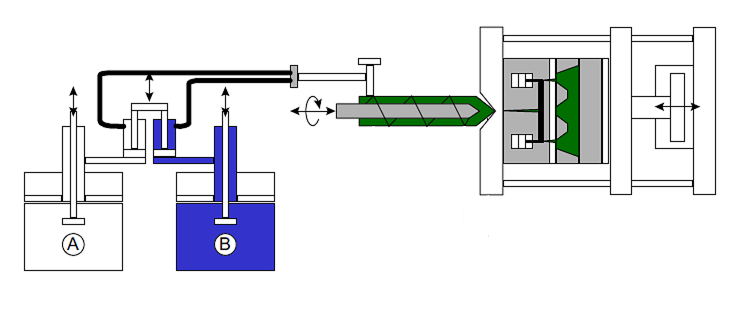
Schematic diagram of process flow
The whole injection molding system is divided into the following parts: The first unit is the metering feed unit, which directly measures the two components of liquid silicone rubber from the packaging barrel into the system through the hydraulic pressure plate; The second unit is the mixing unit. The two components entering the system are fully mixed evenly through the static mixer, and no bubbles are introduced into the system. The third unit is the injection molding unit. The mixed silicone rubber material is quantitatively injected into the mold through the injection unit, evenly distributed to each mold cavity, and then hot vulcanized. The whole process is fully automated, and no manual control can be realized after the parameters are set to improve production efficiency.
Control of injection process parameters
The injection molding process has been widely recognized for its many advantages. But compared with the general molding, casting molding process, injection molding technology USES molding equipment difficult operations, forming process is complicated, high technical requirements, if use undeserved, not only can not get good products, it will cause more waste, so they can't get the advantage of injection molding is good enough to play. Taking the process of pacifier injection molding as an example, the control and problems of injection molding process are simply analyzed.
Curing temperature
Vulcanization temperature is the most critical and sensitive parameter related to the quality of molding products. Generally, the mold temperature can be formed within the range of 80℃ ~ 200℃. But the setting of curing temperature has a great relationship with curing time and mould material.
When the curing temperature is low, the curing molding takes a long time, which directly affects the prolongation of injection molding cycle and the decrease of production efficiency. It can improve production efficiency and reduce labor cost by increasing curing temperature and forming time. However, in the actual production process, if the curing temperature is increased blindly to improve the production efficiency, it may not achieve the purpose of reducing the cost, because to heat the mold to a higher temperature, the energy consumption will be greatly increased, increasing the energy consumption cost. Therefore, considering the total production cost, there is a relatively optimal temperature point. According to different situations, through the cost accounting, the general vulcanization temperature at 140℃ ~ 180℃ economic is relatively good.
In addition, from the mold material, too high temperature may lead to mold deformation, affect the quality of products, may seriously affect the mold opening, or even lead to the mold can not open. When the general temperature of domestic moulds is below 170℃, it is not very big. If the temperature is higher than 170℃, it is easy to have mould opening problem. For high precision products, this problem is more likely to occur. In addition, the vulcanization temperature is too high, the rubber vulcanization too fast, the bubble did not eliminate, the formation of bubble defects, too ripe will make the product easy to fracture, affect the product performance.
Taking all factors into consideration, generally speaking, for the injection molding of small size products, the curing temperature in 150℃ ~ 160℃ is more reasonable, and more applications.
The injection condition
Good results can be obtained when the injection temperature is 150℃ and the injection pressure ranges from 40kg/cm2 to 150 kg/cm2. Under different conditions, different pressures also affect the product. Low injection pressure will lead to underinjection, lack of material and incomplete products. When the injection pressure is too high, the injection process is too fast, and the product bubbles due to poor exhaust, affecting the appearance of the product. According to the experimental practice, when the injection pressure is 30 ~ 60 kg/cm2, the injection process is good, the silicone rubber is evenly distributed in the mold cavity, the exhaust is smooth, and the product yield is high.
In addition, the injection mode also has a great influence on the appearance of the product. If the rubber injection all at one time, may produce overflow, and affect the exhaust, the products produce bubbles, seriously cause the difficult demoulding. In order to avoid the adverse consequences caused by an injection, can be used in the second phase of the injection, the first injection into the majority of the glue, the second injection of the remaining glue, this can achieve the purpose of smooth exhaust, the rate of finished products greatly improved. Generally, two injections can meet the requirements. Sometimes, three injections can be used. For multiple injections, the injection pressure is also different, and the second injection pressure is generally lower.
Other influencing factors
In addition to curing temperature, injection pressure and other operating control parameters on the molded products, but there are many other factors have a great impact on the product, such as mold quality, measurement system accuracy, and so on.
Mould processing quality also has a great influence on the forming rate of products. Rough machining, polishing degree is not good, easy to cause product demoulding difficult, poor appearance, poor transparency, low molding rate. General requirements of mold refining, mold cavity smooth. Mold design to be reasonable, easy to open mold, smooth exhaust to the processing process is very good.
The measurement accuracy of the measurement system directly affects the quality of the product. If the accuracy is low, the mixed product formula will have a large deviation, which will affect the curing and the product performance. The measurement precision of general import equipment can achieve 1% less than, and domestic equipment should be in 2% above commonly. Therefore, in the formulation research process of silicone rubber, the precision of production equipment should be fully considered to ensure that the vulcanization and performance of products are not greatly affected when the ratio of two components changes within a certain range.
conclusion
Liquid silicone rubber injection molding has so many advantages, mainly from the characteristics of liquid silicone rubber itself. Mastering and applying liquid silicone rubber injection molding technology can not only produce high quality products, but also save energy and reduce waste, so it is of great significance to develop liquid silicone rubber injection molding technology.
The selection of parameters in the process of liquid gel injection has great influence on the appearance and performance quality of the product, especially the injection temperature and pressure. The suitable temperature of injection molding liquid glue for food with high precision is 150 ~ 160℃, and the injection pressure is 30 ~ 60 kg/cm2. Secondary injection is generally adopted in the injection process, with high yield. In addition, the choice of good metering equipment and good mold is also very important.




